


------------------------------------------------------------------------------------------------------------------------------
多核心技术 确保测量精度:
国际化研发团队,具备丰富经验,1963年即推出的电控龙门机;全球化的供应链平台和规范的生产校验过程,确保整机精度可靠;恒温控制出厂前测试与验收,确保每台机器在发货前就达到良好状态;
 |
 |
|
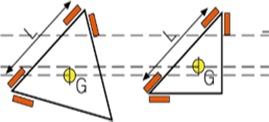
1. 高精密三角梁技术 横梁采用经过广泛验证的斜屋技术,使得系统 刚性与动态性能更好。 |
2. 精密长导轨 精密长导轨,采用高稳定性的花岗石材料,为 整机精度提供了良好的基础。 |
 |
 |
|
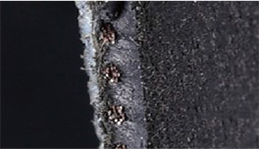
3. Heiden-hain光栅 机器各轴均采用高分辨率、 抗干扰、防磨损的 Heiden-hain镀金光栅,温度膨胀系数通过PTB 认证。 |
4. 钢丝增强型同步带 X与Z向传动,采用钢丝增强型同步带,将柔性 啮合与刚性轴向传动结合为一体,确保精确到位。 |
 |
 |
|
5. 可调式气动平衡 Z轴采用可调式气动平衡,可在紧急情况下自 动制动,确保测量机的安全。 |
6. 精度补偿技术 通过配备线性温度补偿提升系统的性能。 |
 |
|
|
7. 驱动电机远程放置 采用专业的控制系统,保证了机器的动态性 能和测量精度。 |
------------------------------------------------------------------------------------------------------------------------------
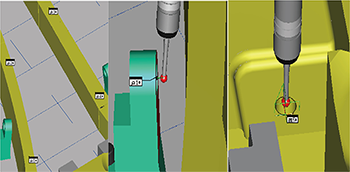
模具加工流程:
------------------------------------------------------------------------------------------------------------------------------
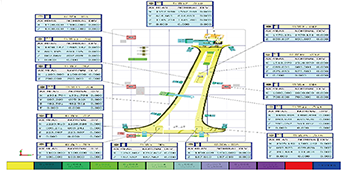
检具检测流程:
 |
 |
|
1. 导入CAD数模常用的IGES格式或STP格式, 并将数模上与测量无关的零件隐藏 。 |
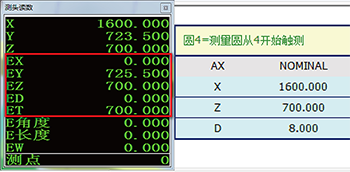
2. 利用自动测量点和圆命令,在数模上选取需 要检测的点和圆;本例中,需要检测检具型面、 定位孔及间隙面位置。 |
 |
 |
|
3. 全球在测量过程中,检具要根据测量数据 进行调整,直到检具符合要求,检测的过程也 是检具生产过程的一部分。 |
4. 图文并茂的检测报告,让您的客户更清楚 了解检具的检测结果。 |
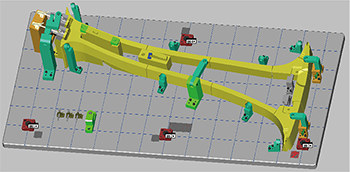
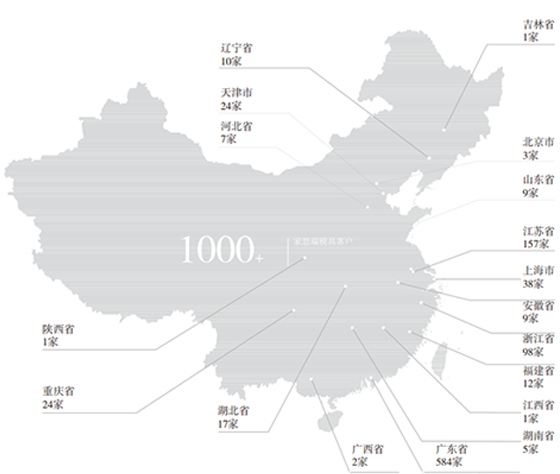
中大型检具的检测,上百家检具客户选择思瑞
Function Plus 龙门三坐标测量机精度高、行程大,可以完成检具总成的检测和装配检测(包括轿车侧围、底盘)。还可以采用铸铁平台作为检具装配平台,直接在平台上边测量边装配调整。
模具行业检测,为“工业之母”提供品质保障
模具的品质影响整个加工行业的品质水准。思瑞测量致力于模具制造领域的测量技术及其应用创新,以接触式与非接触式测量技术,大型龙门机测量和柔性现场测量系统来满足模具行业用户多样化的需求。其中,Function Plus龙门机为大型模架模仁提供专业的检测方案。
------------------------------------------------------------------------------------------------------------------------------
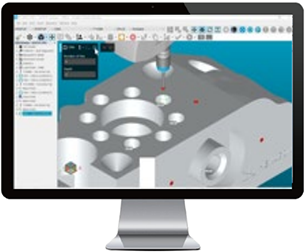
两大业界知名计量软件可选,切近客户需求
PC DMIS 以其专业的测量技术,持续的技术创新,简便的操作功能,广泛的兼容能力,长期引领计量行业软件应用技术的发展。全球超过60万人使用,PC-DMIS已成为业界通用的测量软件。
Rational DMIS 软件以其直观、强大、高效等特点得到 CMM 业内专家的高度评价,同时也赢得了汽车、飞机、发动机、轮船、模具等行业广大用户的信赖。2018年,海克斯康收购Rational DMIS软件,为测量提供更多的软件选择,尤其是其强大的客制化功能,为企业提供更加贴近客户需求的服务。
 |
 |
| PC DMIS | Rational DMIS |

 苏公网安备32058302005651号
苏公网安备32058302005651号 客服1
客服1